![]()
![]()
特集TOPICS

食品工場では、製品への混入の起こりやすさや喫食時の被害の大きさから、金属異物の混入防止が重要な対策に位置付けられている。本稿では食品で問題となる金属異物混入防止の基本的な考え方とその取り組みのポイント、および排除装置の特性などの金属異物対策の概要をまとめた。
食品に異物が混入していた場合、消費者は不快な印象を持ち、嫌悪感を抱く。さらに樹脂や石、金属などの硬質異物であれば、口内を切る・歯を損傷する等の健康被害(肉体的損傷)を生じる危険性がある。健康被害は消費者からの訴訟に発展することもあり、食品を取り扱う企業にとっての硬質異物対策は、リスクマネジメントとしても重要である。食品製造機器は強度やサニタリー性を重視し、ステンレスを中心とした金属が多用されている。そのためネジの脱落やパーツの破損など、機器のメンテナンスや管理の不足により金属異物の混入が生じやすい。
HACCPでは「健康に悪影響をもたらす原因となる可能性のある食品中の物質または食品の状態」を“危害要因”と呼び、使用原材料に存在する可能性のある危害要因、加工中に発生する可能性のある危害要因について列挙し、その重要度を評価する。これを危害要因分析と呼び、「混入が起こった時の健康への悪影響の重大さ」と「その起こりやすさ」の二つの要素を掛け合わせて最終的な評価を行う。これを金属異物に当てはめると、「健康への悪影響」と「その起こりやすさ」のいずれの評価も高く、リスクが大きいと言える。一方、法令上でも金属異物の混入は防止しなければならない。食品衛生法では「人の健康を損なう恐れがあるものを混入させてはならない」とあり、金属異物が混入した製品は法令違反となる。金属混入が疑われる製品が市場に流通した場合、製品回収の判断が必要となる。
当社の分析部門であるLC環境検査センターに寄せられた金属異物データを基に、混入数の推移、混入が多い食品、材質、形状について述べる。
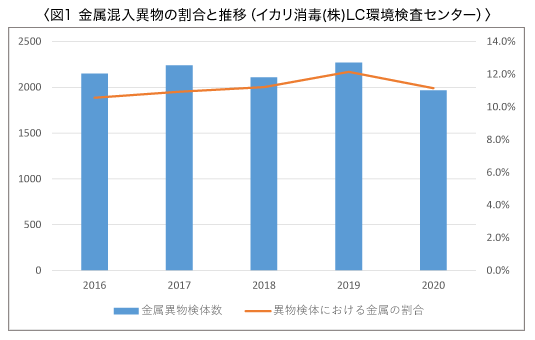
2016年~2020年までの金属異物の検体数推移を図1に示した。年により違いはあるものの金属異物の数は大きく変化していない。また異物における金属異物の割合は10~12%で推移している。
金属混入は様々な食品での混入事例があるが、食品と数の多さに際立った特徴は無い。しかし、飲料や調味料など液体製品への混入は少ない。充填包装される直前にメッシュでのろ過工程があると、そこで排除されるためである。一方、キャラメルやガムのような粘度が高い食品では歯科用貴金属が外れることがあるため、消費者の勘違いと思われる申し出が多い。当社が受け付けた金属異物検体における歯科用貴金属の割合は約10%を占める。
検体における金属の材質では、鉄やステンレス、アルミニウムが多い。使用されているネジやパーツがサビにより脱落し、混入したと考えられる。金属粉も多い。金属粉は製造機器同士の接触による摩耗が主な原因であることが多い。金属粉による健康被害は考えにくいものの、金属粉が食品中の異物として認識されるため問題となる。混入時には、目視や金属検出器で発見しにくいことから、管理が難しい異物である。
健康被害を考えると限りなく小さなサイズの方が良いが、反面、管理・除去できるサイズにも限界がある。以下に、国内外の基準を述べる。
このように各国の基準は異なるため、食品を輸出する企業は考慮しておくべきである。日本では、管理すべき金属異物のサイズは製造販売元(以下、メーカー)側が決めることが多い。その決定の考え方と、メリット・デメリットを表1にまとめた。
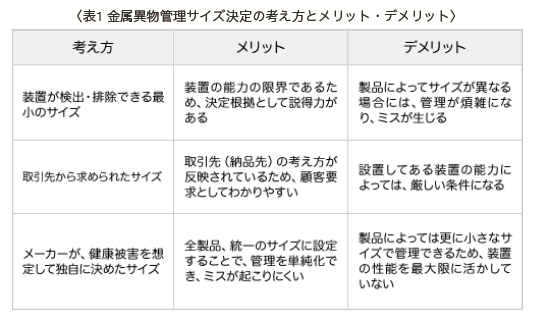
管理する金属のサイズは、メーカーが取引先に混入が無いことを保証するサイズになる。最近では、φ0.1mmの極微細金属を感知できる装置もあるが、生じる被害、製品特性や作業の状況を勘案し、基本的には食品メーカーが決める。多くの企業では、表1をベースとしながらも管理の煩雑さを嫌い、1~数サイズにまとめて管理している。その場合には、検出感度が低い製品での設定サイズ(大きなサイズ)に合わせることになる。
金属異物の鑑定結果は、混入の原因究明と対策の情報となる。鑑定の方法と、その結果から得られる情報を述べる。
金属の材質を調べるには、エネルギー分散型蛍光X線分析装置(EDX)を用いる。得られた元素の種類と割合から、材質を特定する。食品加工機器に一般的に使用されているステンレスは、鉄にクロムやニッケルなどを含ませた合金であり、その配合率によってSUS304、SUS316などと呼ばれる(JIS記号)。検査機器、機関によってはこの番号まで特定できるので、ステンレスの混入時に原因究明として番号まで知りたいとの要望も多い。しかし、食品製造機器類に使用されているステンレスは数種類に限られ、至る所に同一材質が使用されている。また同じ番号のものでも、その中にまた種類があることなどから、材質の鑑定結果から由来を特定するのは困難である。
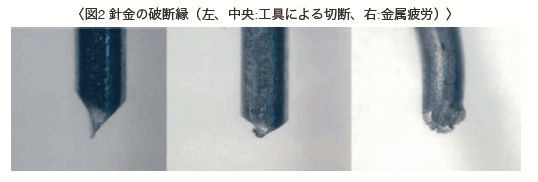
金属は硬質であるために、混入時の形状を維持していることが多い。したがって、実体顕微鏡による形態観察により、多くの情報が得られる。特徴的な形状、成型面(加工面)があれば、由来の推測がしやすい。例えば、針金は、その形状と擦れた跡から、元が網状のものかが特定できるケースもある。切断面から得られる情報も多い。加工または金属疲労の切断面では形状が異なり、ニッパーなどの工具で切断されたことが分かる場合もある。(図2)
これらの情報が得られれば、混入の原因も絞り込みやすい。また鑑定時に、工場側が原因と推測したものの比較検体品があると、由来の特定はしやすい。
※弊社の異物検査でも混入原因の絞り込みに役立つデータを得られる可能性があるので、こちらのページも参考にしてください
金属混入防止対策の活動は様々であるため、個別に対策を考えるのではなく、『異物混入防止の3原則』すなわち、①入れない②持ちこまない③取り除く に従って整理すると考えやすい。
食品を製造する際に用いる機器や器具類には、耐久性や洗浄のしやすさなどから金属が多用されている。これらの金属には、金属疲労や衝撃による破損、組み付け部の緩みなどによるパーツの脱落など、混入の原因となる可能性が潜んでいる。また、従事者が使用する物品等も同様である。使用しているボールペンが機器に巻き込まれて破損し、金属パーツが混入してしまった例もある。場内で使用する金属については、「入れない」管理が必要となる。考え方と具体例を以下に示す。
機器やパーツの破損は、未然に防止することが前提となる。定期的にメンテナンスやパーツの交換を実施することで、破損を防止する。適切なメンテナンス方法や頻度は、取り扱い説明書の記述や実際の使用状況から決定するが、最初から完璧に決められることは少ない。定期的な点検やトラブルの発生状況に応じて、見直していくべきである。大がかりなメンテナンスや工事の際には、切子や金属粉が生じる可能性がある。製造ラインを汚染しないように養生を行い、工事後には清掃を行うことが必要となる。
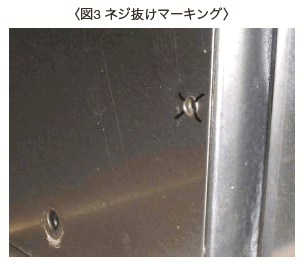
使用中の機器や器具の突発的な破損に対する処置も必要となる。使用前に機器や器具に破損や問題がないことを点検することで、適正な状態で使用することができる。さらに終業時にも同様の点検をすることで、製造時に生じた破損を速やかに察知することができ、影響を受けたと考えられる製品に対して何らかの処置を施すことができる。終業時の点検は、製造終了後の清掃・洗浄時に実施されることが多いが、分解洗浄時に外したネジやナットなどの小パーツは、紛失しないように注意を要する。紛失した小パーツは、それ自体が異物になるばかりか、機器に巻き込まれると機器を損傷する原因となり、二次的に異物混入原因物を生じさせることとなる。小パーツを一時的に入れておく容器を準備するなど、紛失防止が必要である。点検が適切に行われるような工夫も必要となる。例えば、機器のカバーの開閉のしやすさを考慮してネジを取り外しておく場合には、ネジ部に×印をつけておくと、意図して外している場合と、突発的な脱落とが判断がしやすい。
また折刃式カッターは、刃が欠けても先端を折ることで使用できるため、刃が欠けた事実を見逃しがちになる。一枚刃のカッターナイフであれば、点検時に破損・欠損に気付くことができ、対応を行うことができる。

毎日使用する機器や器具は、経年劣化や突発的な破損、パーツの脱落などの危険性が常に存在する。始業時、終業時の点検は異物混入対策の基本であり、非常に効果のある活動である。
従事者が使用する備品は、異物になりにくいものを選定することが望ましい。例えばスチールウールやステンレスタワシは、かつては破片が食品に混入する事例が多かったため、多くの食品工場が使用を禁止している。

場内で記録を残すために必須であるボールペンも、機器に巻き込まれると破片を飛散することとなる。現在は、折っても破片が飛散しない樹脂製ボールペンが市販されているので、破損時の影響の大きさや管理のしやすさ、コスト面など考慮して、導入を検討したい。
製造場内には、従事者、外来者、原材料・包材、通い容器などと共に、金属異物の原因となるものが持ち込まれる可能性がある。場内に持ち込む必要のないもの、持ち込むべきでないものを管理することが、持ち込まない管理である。考え方と具体例を以下に示す。
「入れない管理」として使用する物品を選定した上で、それ以外の物品の持ち込みが無いよう管理する必要がある。そのため、食品工場では異物混入対策の観点で、様々な物品の持ち込みや使用を制限している。例えば、ホッチキスの針は紛失した際に目視で発見することは困難で、金属検出機でも検出されにくい。したがって、場内へ持ち込む書類に使用することは厳禁である。金属たわしや折刃式カッターも同様に持ち込みを禁止すべきものの代表であり、入場口に掲示して従事者や外来者に周知する。作業に必要のないものは全面的に持ち込みを禁止するのが原則であるが、そのためには、使用する物品は会社側が準備し、保管も場内で行うことが望ましい。しかし、現場で使いやすい備品の選択や供給が不十分であったり、持ち込み制限についての意図が従事者に十分に伝わっていないと、持ち込みが生じやすい。物品を提供する側である管理者と、使用する側である従事者とのコミュニケーションの充実、教育訓練や指導が重要となる。
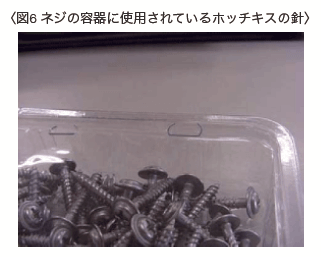
外部の工事業者や取引先など、外来者が持ち込む物品は管理不足になりやすい。直接、製造環境中に物品を持ち込むことにより、製造に関わらなくとも間接的に製品への危害を与える可能性が生じる。特に工事業者は、様々な物品を持ち込む必要性があるため、それらの管理は重要である。工事業者が使用する工具やパーツ類の中に、工場側が使用を制限している物品が含まれることがある。例えば小さなネジやワッシャーは、ホームセンターではホッチキスの針が使用された容器で販売されていることも多く、意図せず持ち込まれる場合がある。
工場側は工事業者に限定している物品と意図を伝え、持ち込まないように徹底してもらう。どうしても必要な場合には、その物品のリストアップと使用後の回収チェックを行うことが必要となる。取引業者との連携および工場側のチェックが重要となる。
使用原材料に、想定外の金属混入がないようにすることも「持ち込まない管理」に該当する。原材料を選定する場合、組成や特性、製造工程などが記述された製品説明書の情報が判断の材料となる。ここに管理している金属異物のサイズが記入されていることが多く、この基準の遵守が取引条件となる。しかし、原材料メーカーでの管理が不十分ならば、基準以上のサイズの金属異物が混入している可能性はある。原材料を使用する側では、突発的に金属が混入していてもプロテクトできる工程を設けるとともに、原材料メーカーの衛生管理状況も併せて確認する必要がある。すなわち、原材料を供給する側、購入する側双方が協力し合って安全性を確保する。具体的には、①原材料メーカーへの定期監査(金属異物対策の状況把握と指導・助言)、②原材料から発見された金属異物の情報伝達と対応策の協議、および③結果等を勘案しながら、原材料や原材料メーカーの選択と評価が必要となる。
取り除く管理としては、ストレーナー、メッシュ、スクリーンなどの篩(ふるい)掛け、マグネット、金属検出機・X線装置が代表的なものとして挙げられる。原材料にもともと金属が混入していると考えられるならば、取り除く管理が必要となる。例えば、未加工の魚には釣り針や銛(もり)の先端が食い込んでいる可能性があり、その除去は加工メーカーが行う。
原材料が加工品であり、加工場で金属検出工程が存在する場合には、混入の可能性は低くなる。しかし、その加工場の金属検出機が大きなサイズの金属しか除去できないのならば、金属が原材料に混入していると想定して管理を行う。つまり、原材料加工メーカーが除去できると保証している金属のサイズと、その原材料を使用する最終メーカーが除去したいと考えている金属のサイズとを比べ、判断する必要がある。基本的には、上記の(1)入れない管理(2)持ち込まない管理が前提となるが、それだけでは、混入防止として十分とは言えない。異物対策3原則のうち(3)取り除く管理は、最も重要な管理として位置付けられている。
金属異物の発見は目視では限界があるので、異物除去装置が多用されている。異物除去装置には様々な種類がある。装置の特性を理解し、自社製品にあった装置を選択することがもっとも効果的な「取り除く管理」になる。以下に、代表的な異物検出装置について列記する。これらの装置は正しく管理されることで初めて効果が発揮されるため、管理のポイントについても述べる。
液体や粉体の原材料、製品を細かいメッシュに通過させる「ろ過装置」のことであり、通過させる製品の状態に応じていくつかの方式がある。メッシュ(網の目)のサイズで除去できる異物の大きさが変わり、金属以外の異物も除去される。メッシュが細かいものほど小さい異物が除去できる半面、製品を押し出す圧力が必要になる。また液体製品でも、固形の具材が含まれているもの(例えば、つぶ入り果汁ジュース)での使用は難しい。そのため、製品の粘性や含まれる具材などによりメッシュのサイズを変えることになる。したがって、製品ごとにメッシュサイズを設定している工場も多い。以下に各装置を解説する。
飲料やタレなどの液体製品加工中に使用されるメッシュのことをストレーナーと呼ぶ。配管の一部に取り付けるストレーナーは、インラインストレーナーと呼ばれ、液体を通過させることで異物をろ過する。
粉体や粒状原料を扱う工場で使用される篩のことで、振動させた篩に原材料や製品を通過させ、異物を取り除く。逆に、豆などの粒径が大きいものでは、豆よりも小さいサイズの篩の上を通過させることにより、小さな異物を篩い落とす。これらのメッシュサイズは40メッシュ、15メッシュなどと表記される。この数値は「1インチ(25.4mm)の1列にある編み目の数」を示し、数値が大きいほど目が細かい。ただし、同じメッシュサイズでも、使用されている線径の太さよって隙間の大きさが異なる。金網構造のメッシュに加えて、ステンレスに小さな穴をたくさん開けたパンチングタイプもある。
メッシュに損傷があると異物が確実に除去されないので、メッシュの損傷確認が必要である。装着と取り外し時に確認を行う。製品毎にメッシュサイズを変えている場合、メッシュの誤使用防止が必要である。サイズ表の現場掲示、記録用紙に予めサイズを記載しておくなど、指定サイズを確認しやすいようにしておく。装着時には、メッシュサイズを記入するなど、装着チェック記録を残す。最終工程付近のストレーナーでは、除去異物の確認が必要である。手前の工程で「入れない」「持ち込まない」管理が施されているため、最終工程付近で多くの異物が排除されるのは正常ではない。排除された異物を確認し、由来を特定し、混入を防止する活動を行うことが改善に繋がる。
金属異物を除去するために、マグネットが原材料や製品が通過するラインの一部に組み込まれている装置や、棒状のマグネットを手作業で原材料等にくぐらせる方法がある。マグネットの強さは磁束密度の単位であるT(テスラ)で表記される。日本ではかつてG(ガウス)表記が使用されていたが、1997年より国際的に用いられている単位であるTが使用されている。TとGとは10000G=1Tの関係にある。
マグネットには永久磁石が使用されているものが多いが、高温にさらされたものなど、使用状況によっては磁力の低下を招く場合がある。重要な工程で用いられている場合には、定期的な頻度(年に1回が一般的)で磁力検査を行い、想定した磁力が保たれているかを確認する。清掃時の金属粉の除去も重要である。付着した金属片を十分に排除しないと、除去した金属が外れて再混入してしまうことが考えられる。
金属検出器は、ほとんどの食品メーカーで採用されている一般的な装置である。ただし、この装置を有効に利用するためには、装置の原理を十分に理解する必要がある。
トンネル状の検出ヘッドの中に製品を通過させ、金属を検出する。検出ヘッドの中は送信コイルと受信コイルによって磁界が形成されており、金属が通過するとトンネル内の磁界が乱れる。この変化を受信コイルが検出することで、金属の有無を感知する。レトルト食品など包材にアルミが蒸着されている製品は、内部の金属異物の検出精度は低下するか、検出されない。現在ではアルミ箔包装製品用の金属検出機も存在するが、十分に普及していない。また、製品をダンボールに複数入れた状態で通過させれば検査は早くなる。しかし、製品のサイズが大きくなるほど検出精度が落ちるため、製品はダンボール詰めした状態ではなく、個包装のまま通過させることが多い。異物の形状による検出精度の差も理解しておく必要がある。針金などの細長い形状の金属は、装置を通過する角度によって金属が磁界から影響を受ける面積が異なるため、磁界を乱す度合いも異なる。したがって、角度によっては検出器を通過してしまう。混入異物として針金が多いのはこのためであろう。一方、球状ではどの角度から見ても同じ形状であるため、製品中の混入の向きは検出結果に影響をおよぼさない。また、食品に含まれる塩分や水分は磁界を乱す原因になるため、異なる食品を同じ条件で検査することはできない。予め製品毎に条件を設定しておき、そこを基準として金属の有無を検出することになる。同じ製品でも塩分濃度にバラつきがある場合(例えば鮭おにぎりの鮭の塩分)には、金属が含まれていると誤検出する。また冷凍食品では通常よりも凍結が不十分な場合、同様に金属が含まれていると誤検出する。
製品を通過させる金属検出器のトンネル内では、金属の検出感度は一様ではない。もっとも感度が低いのはトンネルの断面の中央部であり、検出可能な最小のサイズは、この位置で保証されるものである。トンネル内の検出感度の差は、金属検出器の検出ヘッドの種類によっても異なるので、自社で使用している装置の種類・特性についてよく確認しておく。機器の特性を踏まえた上で、様々なサイズのテストピースを製品に付着させ、それぞれ複数回通過させる。ここで確実に検出されるもっとも小さなサイズが、その製品で検出できる最小の金属片である。実際には、原材料のバラつきを考慮して、もう1サイズ大きなサイズを採用する場合もある。
代表的な例として、二つ挙げられる。
金属を検出した際に、ベルトの先にあるアームが稼働し、ベルトの左右どちらかに準備された排除品ボックスに製品を振り分けるのがアーム式である。エア式は軽量の製品に限られ、装置のノズルから噴出したエアにより、該当製品をボックスに吹き飛ばす。自動排除式は、金属反応品があったとしてもコンベアベルトは停止することはなく動き続けるため、製品の滞留を生じない。また、従事者が排除品に触れないので、取り扱いミスなどのヒューマンエラーが少ないというメリットがある。一方、排除アームの稼働タイミングや強さの設定を誤ると製品が適切に排除されない。したがって、同じような形状の製品を通過させるラインに向いている。金属検出機は、ウェイトチェッカーと組み合わされていることが多く、重量異常製品も同様に振り分けられる。これらの製品は混在しないように、コンベアの片側に金属検出排除品、他方に重量排除品というように区分けされる。
金属を検出した際に、ブザーと共にコンベアベルトが停止する。従事者に目立つように、パトランプを併用している場合もある。金属反応品は機器ではなく人が排除するため、製品の形状を問わないという利点がある。そのため、多様な製品を通過させるラインに向いている。ただし、コンベアベルトは再稼働ボタンを押すまで停止してしまうので、上流で製品の滞留が生じることになる。また従事者が排除品を扱うので、忙しい場合にはヒューマンエラーが生じる可能性がある。
金属検出機が正しく動作していなくては、意味が無い。動作確認はテストピースを通過させ、検出機が正しく金属を検出することを確認することで行う。排除装置は適切に動作することもセットで確認する。テストピースは、樹脂の中に金属球が一つ入れられているもので、金属別・サイズ別に存在する。
「Fe」と「Sus」の2種類がある。金属には磁性を帯びるものとそうでないものがあり、検出感度が異なるためである。
Fe(鉄)は、磁性を帯びる金属の代表であり、Sus(ステンレス)は磁性を帯びない金属で、かつ工場で使われる金属の代表である。
金属球の直径を示すφ、mm単位で示される。したがって金属検出工程での管理基準は、「Fe φ2.0、Sus φ2.5」 のように「金属の種類、サイズ」で表される。
前述したように検出精度は金属検出器のトンネル内で異なるので、単にベルトの上にテストピースを置くのではなく、製品やダミーサンプルの上面や側面などの位置に置き、実際の製品と同じ形状・重量のものが排除されることを確認する。自動排除式の場合には以下の点も考慮する。アームなどの排除装置を、一度ずつ戻してから動作確認する排除装置には該当製品のみを排除することが求められる。アームなどの排除装置が一度戻ったことを確認してから、次の動作確認をする。排除装置が適切に製品を排除するかを実際に確認する製品が強く弾き飛ばされる、アームを乗り越える、排除品ボックスに入りきらないなど、適切に排除されない状況があると、正常品に紛れ込む可能性がある。
装置の適切な稼働の確認は、作業開始時と終了時に行う。終了時にも動作確認をすることで、稼働中に生じた機器の異常を発見し、製品の再通過の処置が行える。また、定時間隔で動作確認を行う場合もある。これは機器の故障時に再通過させる製品の量を考慮したものである。1日の最後に動作チェックするだけの場合と、1時間毎にチェックする場合では、機器の動作不良が判明した際に再通過させるべき製品の量に大きな差がある。一方、頻繁に動作確認する管理は煩雑になるので、この両面を考慮して工場が決定する。
排除品の取り扱いは、金属検出工程の中でも重要なポイントである。金属混入クレームの原因を見てみると、機器の動作不良よりも、排除した製品の取り扱い不良により、正常品に混入してしまうことの方が多い。排除品を明確に識別し、工程の重要性や処置の内容を良く理解している担当者のみが取り扱えるようなルール決めが必要となる。排除品の管理ポイントを以下にまとめた。
金属検出機は、製品の状態によって誤作動を生じる。一般的に、ほとんど誤作動を生じない製品では1回の反応だけで排除品と確定し、正常品に戻すことはしない。そうでない場合、複数回の再検査を行って全て合格であれば正常品とする場合があるが、どのように再検査を行うかは企業が決める。
いつ再検査を行うのかも明確にする。製造中に行うのであれば、正常品への混入に注意する。温度管理が必要な製品で、製造終了時に再検査をする場合には、保管中の温度管理に留意する。
金属が混入している製品は、外形上、正常品と区別できない。金属検出排除品が正常品に紛れ込まないように明確な識別が必要であり、仮置きしないよう専用の保管ボックスを準備する。工場によってはさらに、製品に赤マジックで×印をつけることも行われる。金属検出器をウェイトチェッカーと連続で組み込んでいる場合には、重量不良品との識別も重要である。排除アームでコンベアの左右に振り分けられるタイプは、各々の排除品ボックスの識別表示が必要になる。
排除品の数、および再検査で合格とした製品の数をそれぞれ記録に残す。さらに不合格品に混入している金属片の有無を確認し、その結果も記録に残す。これらの記録の照合により、排除された製品が確実に処理されていることがわかる。また、この記録の積み重ねにより、混入異物や誤作動の傾向がわかる。排除品の数は、次の関係式で示される。記録に残す際には、どの数をどのように残すのかを整理しておく。
「再検査前の排除品数」=「再検査で金属混入品と確定した製品数」+「再検査で混入が無いと判断された製品数」
排除品を正しく扱えるように、専門の教育を受けた取扱担当者のみが取り扱うように制限する。その旨を排除品置き場に明示したり、簡単に取り出せないようなボックスの構造と施錠管理によって、物理的に取り扱いを制限する。
コンベアで運ばれてくる食品に対して上部からX線を照射し、X線の透過レベルを下のラインセンサで測定する。その測定した信号を解析し、異物の混入を検出する。金属検出機とは原理が異なるため、アルミ蒸着包材製品でも使用が可能である。また、水分や塩分の影響を受けずに、金属以外の硬質異物も検出することも可能である。ただし、金属だけならば、金属検出器の方が検出精度は高い。また、X線異物検出機は導入コストと維持コストともに高額なため、金属検出機ほど普及していない。
X線異物検出機用のテストピースは「ガラス」「石」「金属」など種類ごとに存在し、1プレートの中に、大から小までの複数のサイズのピースが入れられている。X線異物検出機の側面には、通過した物質を常時表示するモニターがあり、異物が検出された際には、該当異物が画面上に赤く表示される。動作確認テストでは、1プレート上の複数サイズのテストピースのうち、規定のサイズ以上のものが検出されているかを確認する。
金属異物は、食品メーカーが混入対策にもっとも気を配っているものであり、様々な除去・検出装置や機器が開発、導入されている。しかし、これらの装置や機器の原理を良く知り、適切な管理を行わないと、その性能は十分に発揮されない。装置を設置しただけで安心せずに、使用製品や環境にもっとも優れた管理方法とは何かをよく考える必要がある。また混入を抑える管理を軽視せず、食品への混入数そのものの減少も進めるべきであろう。本稿の内容を参考に、改めて管理の内容をご確認いただきたい。
塩田智哉, 環境管理技術Vol 29 №4 [食品製造現場における異物混入対策~金属異物混入対策~], 環境管理技術研究会, 2011.
各国の食品・添加物などの規格基準(農林水産省)
CPG Sec 555.425 Foods, Adulteration Involving hard or Sharp Foreign Objects
MAY 2005(US Food and Drug Administration)